CFB Boilers (Circulating Fluidized Bed Boilers)

The Future of Solid Fuel Power
Circulating fluidized bed (CFB) boilers use all kinds of solid fuels, from biomass to refuse derived fuel (RDF), to produce reliable and efficient clean energy. Fuel flexibility is at the core of CFB technology, contributing to fossil fuel and CO2 emissions reduction while using local alternative renewable fuels.
We provide comprehensive engineering services to our customers ranging from advisory and planning to design, procurement, construction, and after-sales services. Besides our design and development bases in Finland and Japan, we have engineering, sales, manufacturing, and service offices across Asia and Europe. We have delivered more than 500* CFB boilers to a wide range of customers, from non-utility industrial steam generation to thermal power stations in the utility sector.
Click here for detailed information about CFB Boilers (Circulating Fluidized Bed Boilers)
Features
- 1A wide range of fuels for today's and future needs
Fuel-flexibility is critical for new plants to maximize inexpensive fuels and avoid unpredictable prices and supply risks in the future. CFB is the only boiler technology providing both high-efficiency combustion and vast fuel-flexibility at the same time. The multi-fuel CFB can co-fire a wide range of fuels, with up to 100% biomass or RDF streams.
- 2High-efficiency and reliability in the harshest conditions
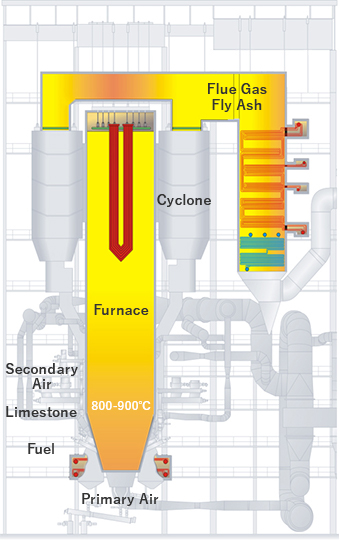
By recirculating the bed material through a cyclone, CFB technology achieves a high combustion efficiency even for fuels that are difficult to burn. Designed to stand the harshest conditions, CFB boilers can better resist tube corrosion, erosion, and ash adhesion, making high-temperature, high-pressure steam conditions possible for all fuels. For large-scale plants, ultra-supercritical steam at 257 bar and 603˚C is available. With an average 98% boiler availability, we focus on customer ROI by delivering on time and according to the specifications.
- 3Low emissions by design
The CFB design eliminates the need for traditional flue gas desulphurization (FGD) systems by capturing sulfur oxides (SOx) inside the furnace using limestone as sorbent. Nitrogen oxides (NOx) are avoided by low-temperature and staged combustion. The CFB produces less than 50 ppm SOx and NOx at 6% O2 without a flue gas cleaning system. Particulate matter is kept below 20 mg/m3 at 6% O2 with an electrostatic precipitator or a bag filter.
- Low emissions without additional flue gas cleaning system
- SOx emissions are reduced inside the furnace by introducing limestone. NOx emissions are avoided by low furnace temperatures and staged combustion.
- Ideal combustion conditions throughout the bed
- The contact between the high-velocity gas and recirculating solids creates an intense flow throughout the furnace, resulting in high heat and mass transfer rates.
- Recirculating material increases efficiency
- Long residence time is achieved by recirculating the solids in a cyclone, resulting in high combustion efficiency even with low-grade fuels.
Biomass fuels

Wood pellet 
Forest residue 
Demolition wood 
Palm kernel shell Waste fuels

Refuse derived fuel 
Tire - 4Dependable, zero-carbon heat & power
CO2 emissions in CFBs are lower than other thermal power technologies due to high-efficiency and the ability to use low-carbon fuels, such as biomass and agriculture residues. To take a step further and meet the most challenging climate targets, we have developed the Flexi-Burn technology. It utilizes oxyfuel combustion to create a concentrated CO2 stream (flue gas) that can be readily captured and utilized or stored. This proven technology is available for new plants and retrofits and allows plants to achieve zero or even negative carbon emissions if biofuels are utilized.
- 5SHI Group's high-quality standards
The Niihama Research Center, located in our Niihama Works, is equipped with pilot-plant facilities to conduct preliminary tests with our customers' actual fuels. The results of the tests are used for accurate equipment design, ensuring high performance and quality.
The boiler pressure-parts, which are critical to safe and reliable operation, are manufactured at our own workshop or carefully selected partner factories. For other parts, we have established a supply chain in long-term cooperation with reliable vendors to ensure the equipment meets our high-quality standards.

CFB boiler pilot plant 
In-house factory 
- 6After-sales service by trusted staff
Our group has delivered more than 500* CFB boilers to customers around the world. Based on the know-how we have gained through this extensive experience, we can provide a wide range of services, including basic maintenance, life-time service agreements, and technology modifications & upgrades.
- *Our group: SHI and its subsidiary Sumitomo SHI FW (SFW).
The values includes references of our group and licensees of SFW for CFB technology.
- *Our group: SHI and its subsidiary Sumitomo SHI FW (SFW).
