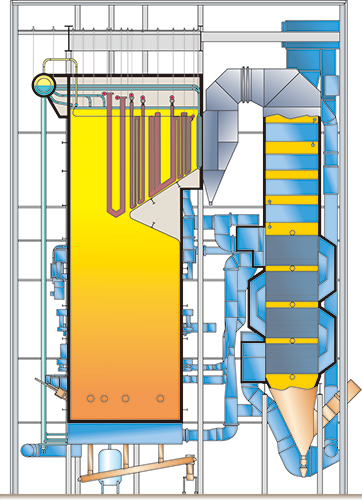
BFB Boilers (Bubbling Fluidized Bed Boilers)

High efficiency on wet and low-rank fuels
Bubbling Fluidized Bed (BFB) technology is a reliable solution for recovering energy from difficult fuels, such as residual biomass and industrial wastes. Our BFB boilers can handle a wide range of high-moisture and high-ash fuels with low emissions and high operational flexibility. This technology is recommended for combined heat and power, industrial steam, power and district heating applications. Due to the operational flexibility, BFBs can help balance variable renewable energy generation, such as solar PV and wind, while providing cost-effective back-up power and heating.
Click here for detailed information about BFB Boilers (Bubbling Fluidized Bed Boilers)
Features
- 1High reliability in the harshest conditions
Our BFB technology has a history of reliable operation for more than four decades, even with the most difficult fuels. On average, our BFB boilers have 99% reliability, considering a wide range of fuel mixes from forest residues to sludge, short rotation coppice, demolition wood, and refuse-derived fuels (RDF).
In addition to reliable equipment, the Digital Services offers continuous process conditions monitoring combined with preventive maintenance services prolonging the plant's lifetime. - 2Fuel flexibility for today's and future needs
Utilizing multiple fuels is essential in today's market due to unpredictable fuel prices and availability. Multi-fuel firing is particularly relevant in industrial and CHP applications, where local wastes and residues can fulfil the energy needs. Fuel flexibility unlocks the value of waste streams by tolerating daily variation in both quality and volume.
Our wide fuel expertise for BFB boilers includes wood-based biomass (e.g. bark, chips, sawdust), agricultural biomass (e.g. straw, olive waste, rice husk), and recycled fuels (e.g. recycled fiber rejects, sludge, RDF, demolition wood).
- 3High efficiency by design
Due to uniform bed conditions and high combustion residence time, our BFB technology can achieve over 99% combustion efficiency. We uses project-specific process modelling and design for every boiler, resulting in exceptionally low CO emissions and unburned carbon losses.
State-of-the-art steam parameters - with temperatures up to 540˚C and pressures up to 145 bar - ensure high plant efficiency in addition to boiler efficiency.
- 4Low operation & maintenance costs
Our BFB boilers have moderate auxiliary power consumption, which reduces the operating costs significantly. Maintenance costs are also lower compared to other boiler technologies due to the lesser amount of refractory lining.
- 5Outstanding environmental performance
Low emissions are one key benefit of BFB technology, meeting the most stringent environmental standards. Multiple levels of secondary air combined with reduced combustion temperature minimize NOx formation. Due to high gas residence time, our BFB boilers fulfil the requirements in waste firing, reaching the lowest dioxin emissions levels.
- 6Operational flexibility for variable renewable energy balancing and seasonal demand
Our BFB boilers have excellent load-following capabilities, enabling them to accommodate rapid variations in the steam generation requirements. It allows plant operators to quickly adjust the steam production according to the process, grid, or district heating network demand. As the share of variable renewable energy sources increase, operation flexibility becomes a central requirement for new plants.
Besides, turndown ratios down to 25% can be achieved with our BFB boiler, allowing operators to adapt to temporary or seasonal changes in the demand of process steam or district heat.
